
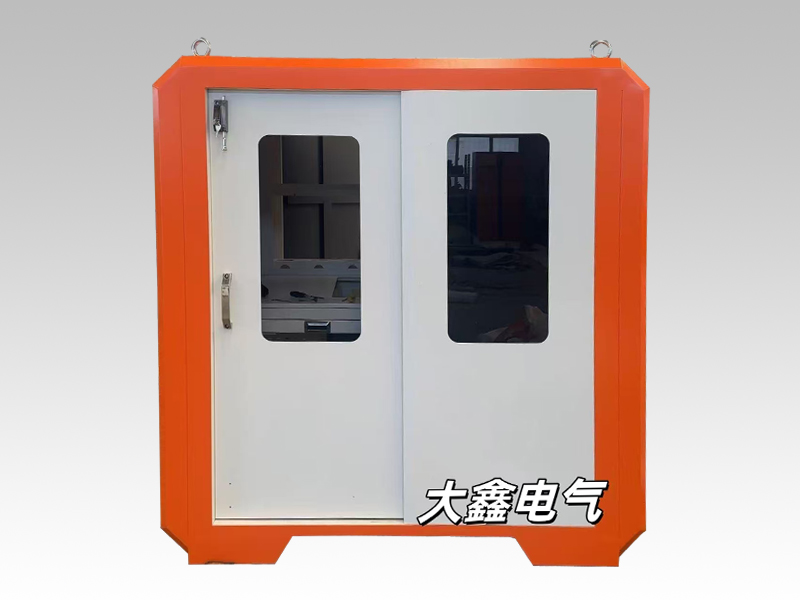


钣金加工工工艺采用进口数控设备,经剪切、冲压、折弯、焊接等加工过程;主框架为2.0mm冷轧钢板,其他装饰件为1.2-1 5mm冷轧钢板表面处理:钢板部分经脱脂、酸洗、防锈磷化喷塑处理等工序组成;钣金加工切割是其一,下面我一起来了解一下吧!

1、毛刺:在冷冲压和角钻削全过程中,沒有残余刮屑,厚钢板的断开面下边造成毛刺,以断开面为标准毛刺的高宽比超过0.2mm左右时,造成的粉丝损坏磨具,造成凸凹。
2、凸凹:材料表面出现异常突起或凹痕由于放卷机线中混入了脏东西。
3、辊印痕:有时候因辊或走刀辊粘附异物,一般要是可以除去硬纸板的辊印痕的异物就能。
4、滑印:因滚桶滑动而忽然终止或加快时产生。
5、原材料破碎将会会在边沿造成皱褶:放卷机线的导辊在磨具上的导辊空隙钟头造成的皱褶场景是原材料搬进不平衡的缘故。
